向日葵籽的加工与清选
向日葵籽的加工和清选具有农产品颗粒物料清选与加工的典型意义。它包括了预清、烘干、多道清选、分级、脱壳、色选、焙烤等丰富的工艺流程。对于其他物料,如红小豆、芸豆等,以及其他加工目标,如种子加工均有参考意义。
基本流程

预清选
预清选将来自产地的物料进行首次的、快速的大杂及灰尘的初步处理。这个阶段使用较高产量的设备,使得物料能够快速收储。预清的物料对于烘干具有多重意义。在大型食用油加工企业,巨量的预储要求,要求物料不能有高比例的杂质,以节省烘干能耗和充分利用仓容。
以下为初清的清选目标:
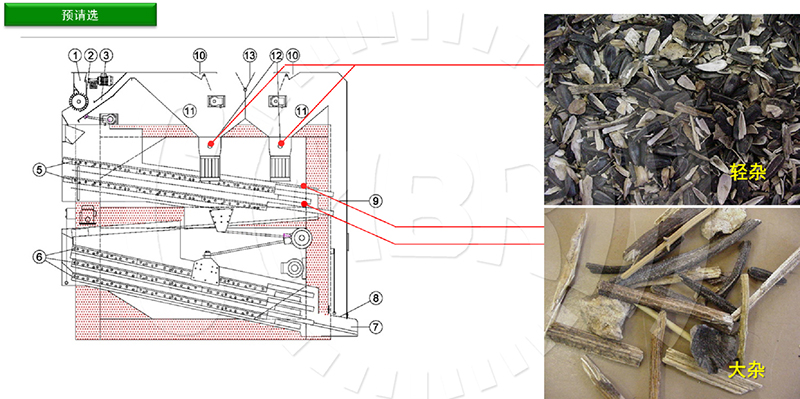
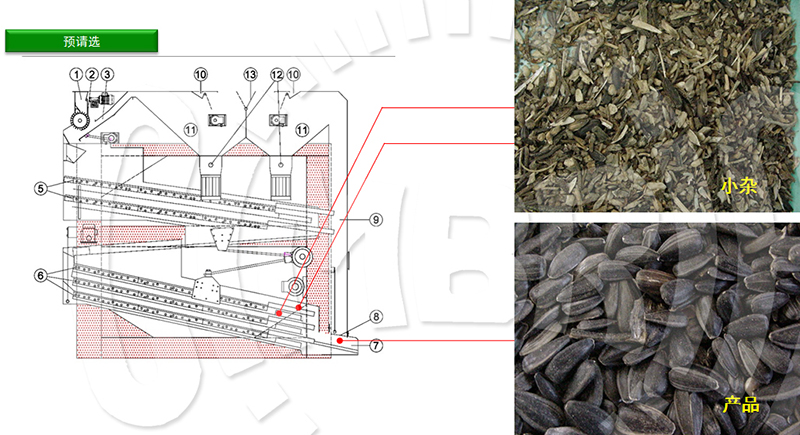
预清所采用的设备可以是D14X系列设备,在追求更高产量的领域,比如每小时几十吨乃至上百吨加工量的情况下,可以考虑D15X系列,详见《预清选机》和《巨量清选机》
烘干机
向日葵籽的烘干规模需要根据项目整体意图设计。在食用油企业,对于物料的含水量有严格的要求,他们既要求较高的烘干产量,又要求极低的终产品含水量。在食品工业领域则需要烘干的安全储藏的要求。葵瓜子的高含油量,使得热风温度的控制十分关键。为避免烘干后的快速复水,葵瓜子在离开烘干机之前,需要充分的冷却,因此,冷却段的安排十分重要。

这是一家食用油企业的向日葵籽烘干机,采用了一台双通道的巨型烘干机,产能为70吨/小时。关于烘干机,请参考《谷物烘干机》
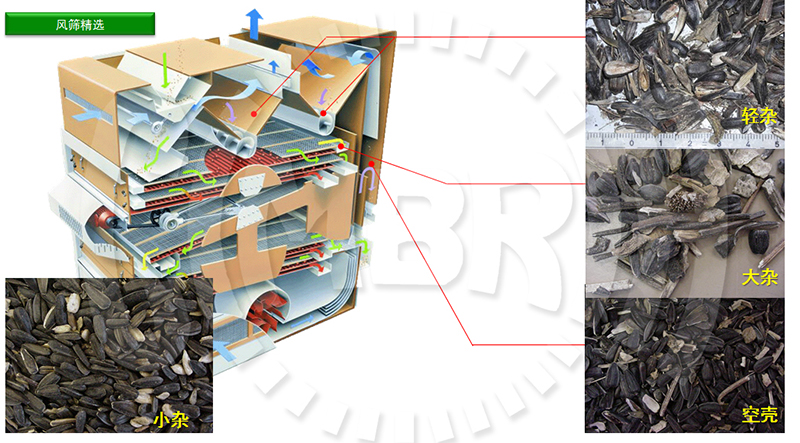
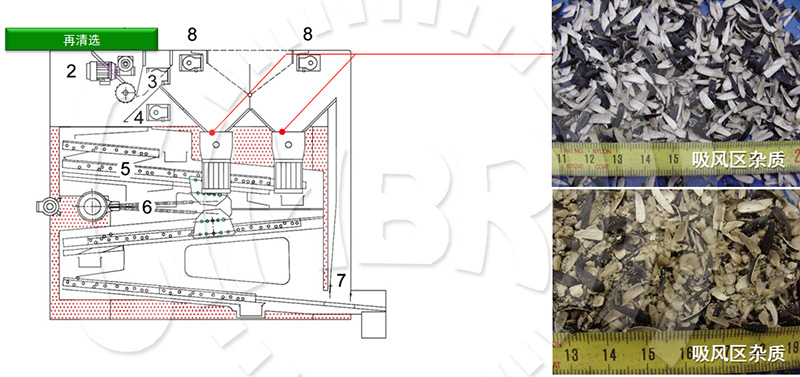
风筛清选
烘干完毕的物料,将开始清选加工的旅程。首先,需要对物料进行更进一步的筛选。将物料中的壳、小型秸秆、草屑、灰尘以及大杂做进一步清除。这个步骤一般需要采用超级风筛清选机。

窝眼选
经过风筛选的物料,需要进行长度分离,即将长度与目标物料颗粒不同的予以清除。窝眼滚筒就是专门用于长度分离的设备。某些企业也将窝眼选用于长度分级,即将产品按长度进行分级,多见于食葵生产企业。这个长度分级,也必须在清选之后进行。
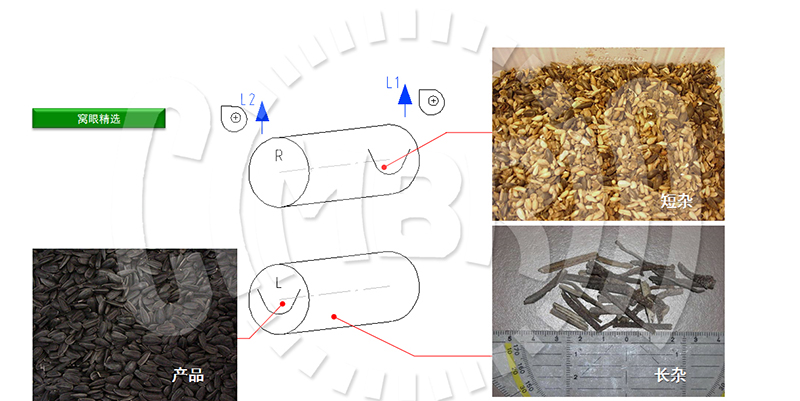
长度分选的窝眼筒需要配置多种窝眼直径的滚筒,以应对不同的杂质类型和不同直径杂质的分布。详见《窝眼滚筒清选机》
除石机
除石机在此可以视为重力选的预清。它将物料中颗粒度和目标物料相仿的石子、霉变颗粒及任何比目标物料比重大的颗粒去除。

以上为除石机在向日葵籽清选的应用举例。详见《除石机》
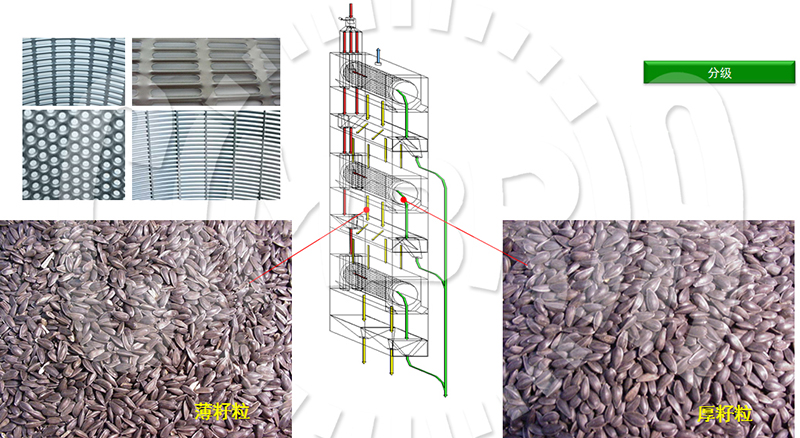
分级
一般企业对向日葵籽的分级是以厚度为标准,或者圆扁分级。圆筒分级筛就是为此目的设计的。在选择圆筒分级筛的孔形和孔径时必须十分小心,错误的选择会使得分级效果不能满足项目要求。丹麦兴百利可以为客户提供样品测试和分级方案的制定。即便如此,客户仍需要选购足量的不同孔径和孔形的筛筒,以便应对不同年份物料颗粒的变化和分级要求的改进。详见《圆筒分级筛》
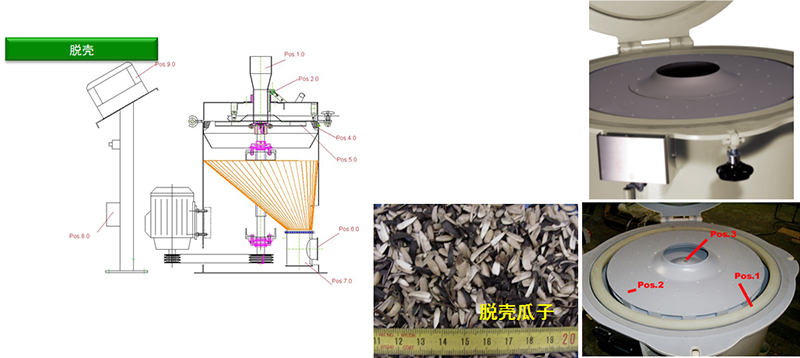
向日葵籽的脱壳
在焙烤业和食用油企业,向日葵籽必须进行脱壳。在这一工序中,脱壳转盘的调节决定脱壳率和破碎率这两个彼此矛盾的参数。设备的设置取决于企业对这两个参数的倾向。

壳仁的初步分离
脱壳工序后的物料,脱下的壳和葵花籽仁是混在一起的,需要迅速将残壳去除。CR163就是去残壳的第一步。脱壳后的物料在经过CR163时,特制的风道设计将残壳和葵花籽仁进行初步的分离,见下图:
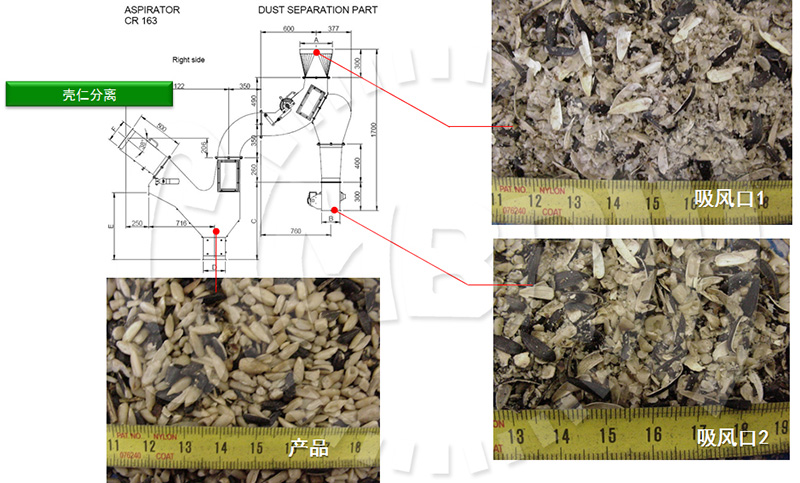
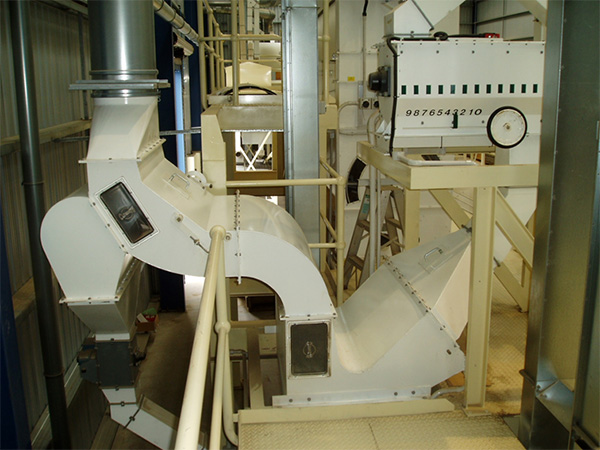
壳仁分离CR163的安装实例
风筛清选
CR163壳仁分离器极大地减轻了这一阶段的清选压力、大幅度提高了清选效率。因而这一阶段可以采用没有下吹风的通用型清选机。但在比较保守的工艺安排中依然会采用超级风筛选。和上述设备一样,此处的风筛清选设备也需要企业配置足够的、孔形和孔径丰富的筛片,以利应对复杂的杂质状况。
详见《风筛清选机》
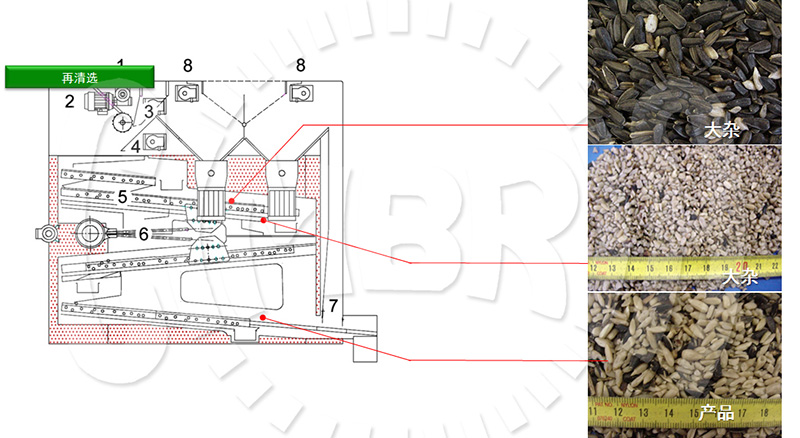
比重清选机
高质量的最终产品离不开比重清选机。这一阶段,比重清选机降物料中可能存在的残壳、砂石等杂质颗粒去除,以满足食品工业的质量标准,也使得只用企业的粉碎设备的寿命大幅度延长。以下为比重清选机清选效果:


从中可见丹麦兴百利比重选独领行业的技术水平。详见《比重清选机》
色选
丹麦兴百利引领了在向日葵籽加工和清选中大规模采用色选的方向。在最新的项目中,色选不仅是不可或缺,而且在某些工艺阶段取代部分机械分选。

色选机完美进行颗粒颜色和形状、大小的分选,还可以定义颗粒缺陷的尺寸阈值,使得产品质量得到进一步是改善、工艺流程更为简洁。

详见《色选机》
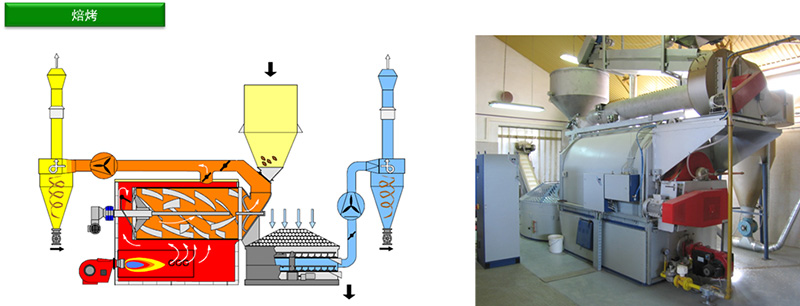
焙烤
除尘系统
丹麦兴百利为葵花籽加工厂提供、设计除尘整体解决方案,详见《除尘系统》

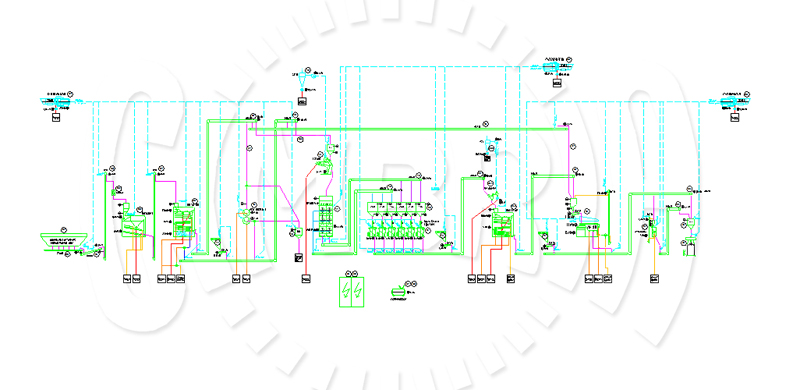
电控、输送、烘干、储存和整个加工系统解决方案
丹麦兴百利为葵花籽加工、储存提供整体解决方案
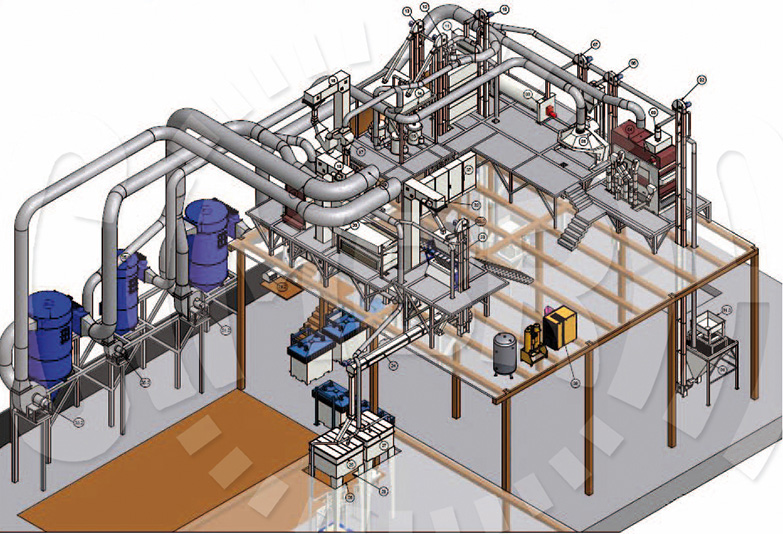



葵花籽加工是农产品颗粒清选加工中工艺路线最为丰富,是具备典型意义的加工工艺路线。其他作物,如稻麦、豆类、瓜菜、花卉种子的清选皆为葵花籽加工同类或局部工艺。
丹麦兴百利为此提供关键主机、个别系统、订制工艺和设备以及全面解决方案。